

Кроме того, конструкция пакетирующего устройства предусматривает унификацию и блочное построение механизмов набора ряда труб, что упрощает обслуживание оборудования и сокращает машинное время работы механизмов.
Техническая характеристика оборудования участка:
|
Диаметр труб, мм |
60 - 245 |
|---|---|
|
Длина труб, м |
6 - 13 |
|
Размеры пакета (B х H), мм, не более |
1200 x 1100 |
|
Количество труб в шестигранном пакете, шт. |
7, 19, 37, 61 |
|
Масса пакета, кг, не более |
5000, 10000 |
|
Производительность участка |
80-100 труб/час |
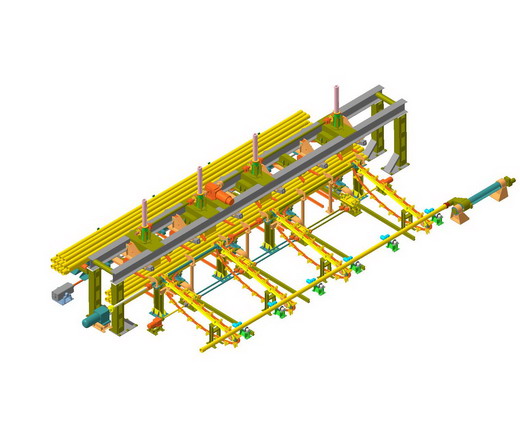
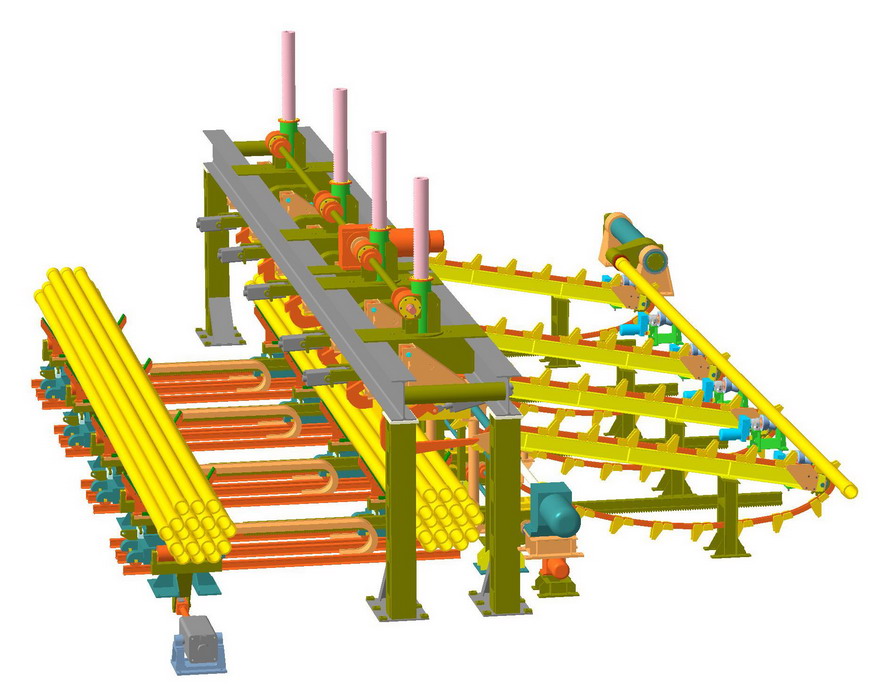 Состав оборудования участка:
Состав оборудования участка:
- Рольганг выравнивающий с регулируемым упором
- Накопительный транспортер
- Оборудование набора ряда труб
- Тележки с формователем (2 группы)
Рольганг выравнивающий
Рольганг выравнивающий с регулируемым упором предназначен для выравнивания труб по торцу. При необходимости, регулируемый упор смещает трубу, например, на длину муфты при формировании ряда труб. После выравнивания по торцу труба поступает на накопительный транспортер.
Накопительный транспортер
Накопительный транспортер содержит опорную раму, выполненную наклонно, тянущие цепи, приводную и холостую группу звездочек. Холостая группа звездочек имеет натяжную станцию. На опорной раме в направляющих смонтированы 4 нитки цепей. На цепи закреплены захватки. В процессе транспортировки труба поддерживается захваткой. Накопительный транспортер выкатывает трубы на приёмную решетку в количестве соответствующем ряду труб в пакете.
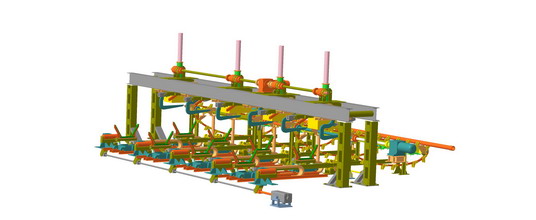
Оборудование набора ряда труб
 Оборудование набора ряда труб содержит опорный портал, на котором смонтированы:
Оборудование набора ряда труб содержит опорный портал, на котором смонтированы:
- приемно-поворотная решетка;
- центрователь ряда труб;
- электромагниты — 4 штуки;
- механизмы перемещения магнитов.
Приемно-поворотная решетка принимает трубы в зависимости от количества труб в ряду формируемого пакета.
Над приемно-поворотной решеткой смонтирован центрователь для центрирования ряда труб относительно оси формователя. Центрователь содержит две группы рычагов, симметрично расположенных относительно оси электромагнита и формователя. Группы рычагов связаны между собой через зубчатые передачи.
Поворот рычагов осуществляется от пневмоцилиндров.
Электромагниты закреплены на штангах, установленных в направляющих, и через реечную передачу связаны с электроприводом. После центрирования ряда труб электромагниты опускаются до касания с рядом труб.
В момент контакта с трубами электромагниты включаются, и ряд труб поднимается на высоту 100 мм. Приемно-поворотная решетка поворачивается от пневмоцилиндров, при этом освобождается свободный проход для опускания труб. Собранный и сцентрированный ряд труб опускается электромагнитами и укладывается в формователь на тележках.
Тележки с формователем
Тележки с формователем предназначены для формирования пакета труб. На участке установлены две группы индивидуальных тележек со смещением в осевом направлении.
 Каждая группа имеет возможность синхронно перемещаться. Во время работы одна группа тележек находится на позиции формирования пакета труб, другая на позиции увязки пакета.
Каждая группа имеет возможность синхронно перемещаться. Во время работы одна группа тележек находится на позиции формирования пакета труб, другая на позиции увязки пакета.
Индивидуальная тележка содержит опорную раму на катках, на которой установлен формователь.
Формователь имеет механическую настройку с пульта от электропривода на размеры выбранного пакета.
Привод перемещения тележек групповой от электропривода. Синхронизация при перемещении тележек осуществляется за счет электроприводов, специального редуктора и реечной передачи.
Для задачи группы тележек на позицию набора пакета, формователи складываются.
Увязка пакетов выполняется на тележках, на позиции обвязки, полуавтоматизированной вязальной машинкой.
Количество вязок на пакете 6-10 штук. Сформированный и увязанный пакет труб электромостовым краном перемещается на весы, а затем на склад или в вагон.
Электрооборудование и система управления участка для пакетирования труб
Применяемые на участке пакетирования электроприводы выполняются по схеме «преобразователь частоты – асинхроный двигатель» с питанием от сети переменного тока. Для нерегулируемых приводов применяются устройства плавного пуска.
Двигатели механизмов, требующие регулирование скорости, оборудованы датчиком скорости и термозащитой. В качестве датчиков положения для позиционных приводов используются абсолютные энкодеры.
Управление пневмоприводами осуществляется от пневмораспеделителей с двумя электромагнитами (-24В). Предусматривается автоматическое и ручное управление приводами.
Для обеспечения автоматической работы механизмов применяются бесконтактные индуктивные датчики. Для предотвращения аварийных ситуаций, связанных с потерей напряжения, грузоподъёмные электромагниты имеют резервный источник питания (ИБП). Также, предусмотрено размагничивание ряда труб обратным полем электромагнитов.
Предусматриваются все необходимые средства и системы автоматики электропривода, включая средства микропроцессорной техники и программного обеспечения. Система управления участка пакетирования имеет возможность интегрироваться в существующие системы Завода-заказчика. Управление механизмами участка осуществляется от программируемого логического контроллера ПЛК.
Опционно, потребителю может быть предложено оборудование участка для дополнительной обвязки концов пакета труб катанкой Ø 6 мм. Дополнительная обвязка концов пакета труб катанкой необходима для транспортировки труб морским транспортом.
